Nasıl Yapılır?
-
Çok Renkli Baskılarda Renkler Arası Geçiş İzleri Nasıl Azaltılır?
 Devamını oku: Çok Renkli Baskılarda Renkler Arası Geçiş İzleri Nasıl Azaltılır?
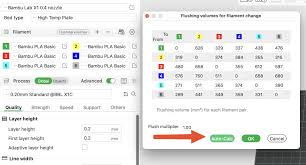
Devamını oku: Çok Renkli Baskılarda Renkler Arası Geçiş İzleri Nasıl Azaltılır?Bambu Lab yazıcıların AMS (Automatic Material System) modülü ile çok renkli baskılar yapmak oldukça kolay hale gelse de, renk geçişlerinde bazı görsel problemler ortaya çıkabilir. Bu makalede, özellikle renkler arası geçiş izlerini azaltmak için uygulanabilecek pratik yöntemleri Bambu Lab özelinde ele alıyoruz. Renk Geçiş İzi Nedir? Çok renkli bir model basıldığında, filamentler arasında fiziksel bir…
-
Warping Nedir? PLA ve ABS İçin Farklı Önlemler
 Devamını oku: Warping Nedir? PLA ve ABS İçin Farklı Önlemler
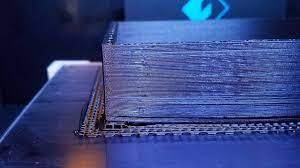
Devamını oku: Warping Nedir? PLA ve ABS İçin Farklı ÖnlemlerWarping (kenar kalkması), özellikle geniş yüzeyli modellerde veya yüksek çekme oranına sahip filamentlerle baskı alınırken karşılaşılan yaygın bir sorundur. Bu durum, baskının tabla yüzeyine yapışık kalan alt katmanlarının, üst katmanların soğuma sırasında büzüşmesiyle yukarı çekilmesi sonucu ortaya çıkar. Bu yazıda, warping neden oluşur ve PLA ile ABS için nasıl farklı önlemler alınır, detaylı biçimde açıklıyoruz.…
-
Yüzey Kalitesi İçin Ironing, Coasting ve Wiping Ayarları Ne İşe Yarar?
 Devamını oku: Yüzey Kalitesi İçin Ironing, Coasting ve Wiping Ayarları Ne İşe Yarar?
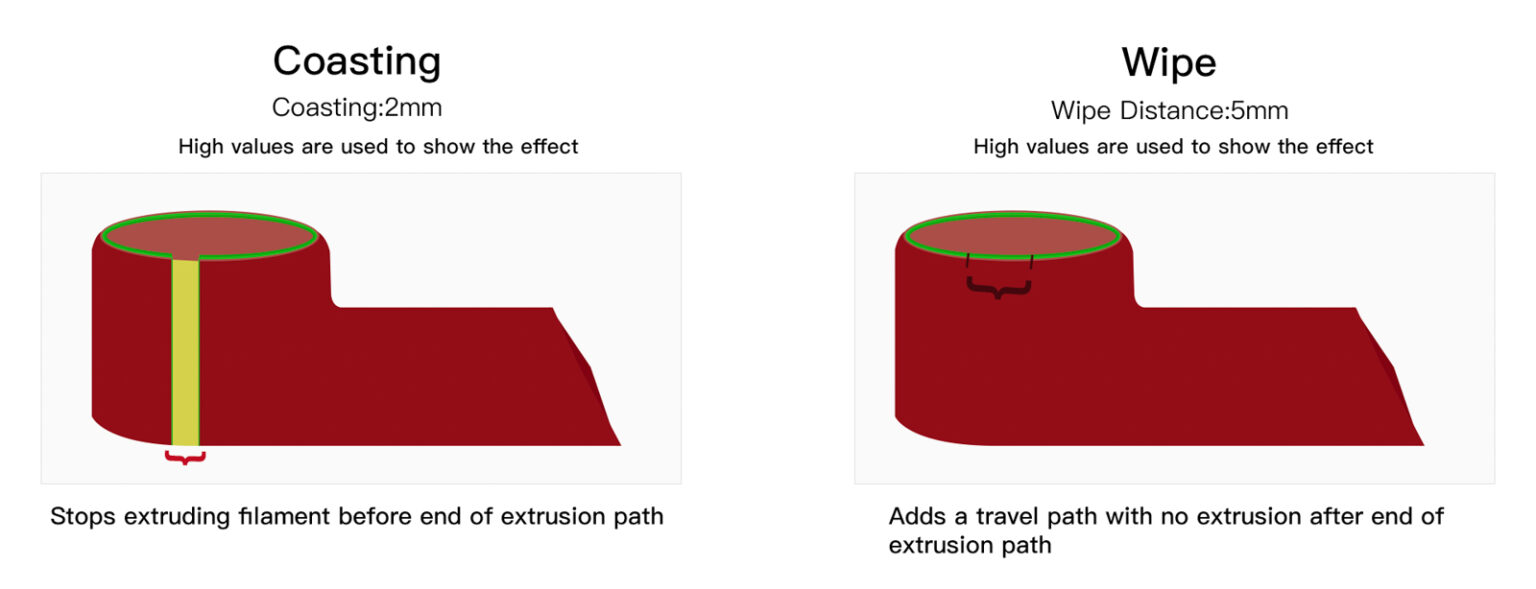
Devamını oku: Yüzey Kalitesi İçin Ironing, Coasting ve Wiping Ayarları Ne İşe Yarar?3D baskılarda yüzey kalitesi yalnızca katman yüksekliğiyle değil, filament akışının ne zaman ve nasıl kontrol edildiğiyle de doğrudan ilgilidir. Bambu Lab yazıcılarda, özellikle yüksek hızlı baskı senaryolarında, yüzeydeki izlerin azaltılması ve düzgün bitişler elde edilmesi için ironing, coasting ve wiping gibi gelişmiş teknikler büyük önem taşır. Ironing (Ütüleme) Nedir? Ironing, üst yüzeylerin (top layers) üzerine…
-
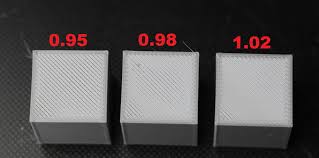
Bambu Lab Yazıcılarda Flow Rate Testi Nasıl Yapılır? (X1C ve P1P Farklarıyla)
 Devamını oku: Bambu Lab Yazıcılarda Flow Rate Testi Nasıl Yapılır? (X1C ve P1P Farklarıyla)
Devamını oku: Bambu Lab Yazıcılarda Flow Rate Testi Nasıl Yapılır? (X1C ve P1P Farklarıyla)Flow rate (akış hızı), bir 3D yazıcının belirli bir sürede ne kadar filament ekstrüde edebildiğini tanımlar. Her filament türü, hotend yapısı ve yazıcı farklı akış karakteristiklerine sahip olabilir. Bu nedenle yazıcının firmware’inde tanımlı olan “flow rate” değeriyle gerçek dünya değerleri birebir örtüşmeyebilir. Özellikle yüksek hızlarda baskı yapan Bambu Lab yazıcılarda bu testin yapılması, baskı kalitesini…
-
3D Yazıcıda Nozzle Seçimi: Pirinç mi, Hardened Steel mi, Ruby mi?
 Devamını oku: 3D Yazıcıda Nozzle Seçimi: Pirinç mi, Hardened Steel mi, Ruby mi?
Devamını oku: 3D Yazıcıda Nozzle Seçimi: Pirinç mi, Hardened Steel mi, Ruby mi?3D baskı kalitesinde nozzle seçimi, en az filament ve slicer ayarları kadar önemlidir. Baskı kafasının ucundaki bu küçük bileşen, filamentin kontrollü şekilde dışarı çıkmasını sağlar. Ancak farklı malzemelerle yapılan baskılarda her nozzle aynı performansı göstermez. Bu yazıda en yaygın üç nozzle türünü karşılaştırıyor ve hangi senaryoda hangisinin tercih edilmesi gerektiğini açıklıyoruz. 1. Pirinç (Brass) Nozzle…
-
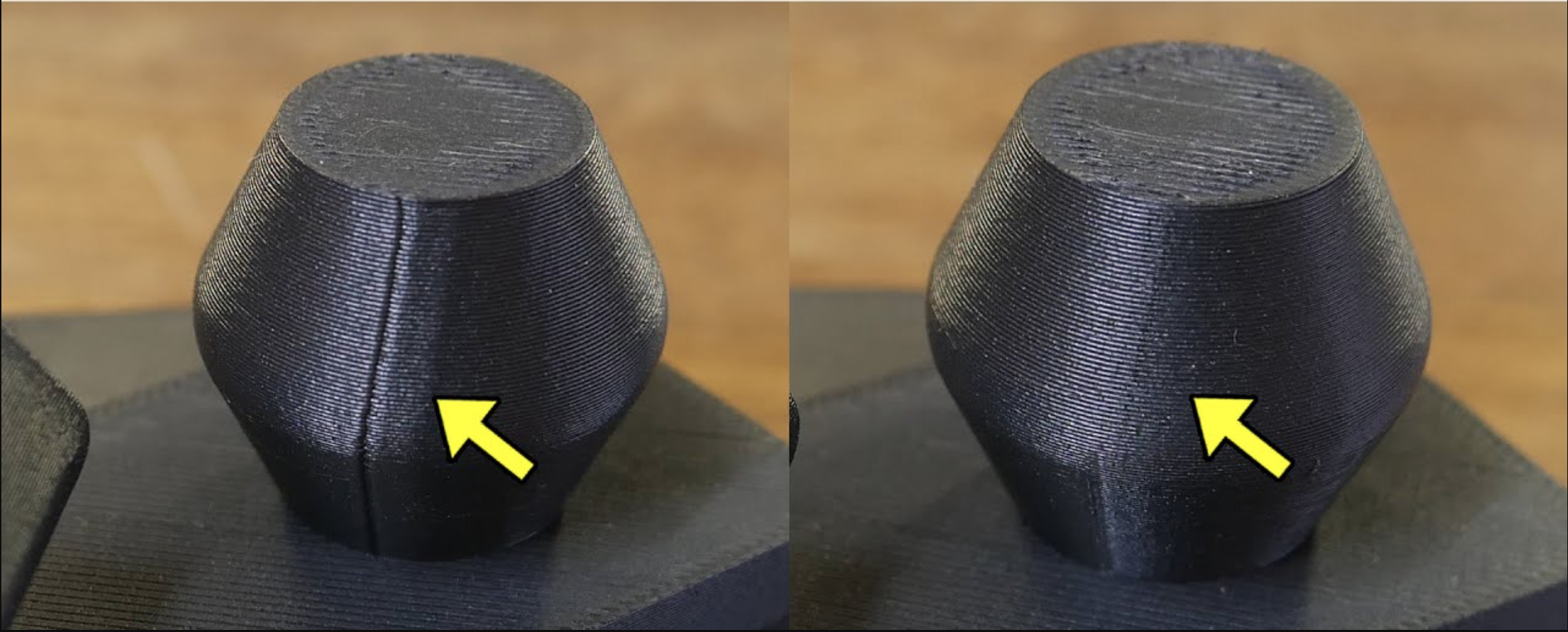
3D Baskıda Z-Seam Nedir, Nasıl Gizlenir?
 Devamını oku: 3D Baskıda Z-Seam Nedir, Nasıl Gizlenir?
Devamını oku: 3D Baskıda Z-Seam Nedir, Nasıl Gizlenir?FDM 3D yazıcılarla baskı alınırken, her katmanın başlama ve bitiş noktası genellikle aynı yerde olur. Bu nokta baskının dış yüzeyinde küçük bir iz, çizgi ya da çıkıntı olarak görünür. İşte bu iz, “Z-seam” olarak adlandırılır. Özellikle silindirik modellerde veya estetik yüzeylerde bu iz rahatsız edici olabilir. Bu yazıda Z-seam oluşumunun nedenlerini, etkilerini ve nasıl gizlenebileceğini…
-
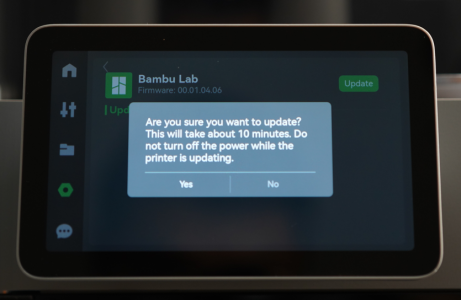
Bambu Lab Yazıcılarda Firmware Güncellemesi Sonrası Yaşanabilecek Problemler ve Çözümleri
 Devamını oku: Bambu Lab Yazıcılarda Firmware Güncellemesi Sonrası Yaşanabilecek Problemler ve Çözümleri
Devamını oku: Bambu Lab Yazıcılarda Firmware Güncellemesi Sonrası Yaşanabilecek Problemler ve ÇözümleriBambu Lab yazıcıları, yüksek baskı kalitesi ve otomasyon özellikleriyle tanınsa da zaman zaman yayınlanan firmware güncellemeleri, bazı beklenmedik sorunlara yol açabilir. Bu yazıda, X1 ve P1 serisi yazıcılarda güncelleme sonrası karşılaşılabilecek yaygın problemleri ve çözümlerini ele alıyoruz. 1. Ayarların Sıfırlanması veya Değişmesi Problem: Bazı güncellemelerden sonra kullanıcı tanımlı hız, sıcaklık, PID ya da PA gibi…
-
Filament Üretiminde Kaliteyi Etkileyen Faktörler: Kurutma, Soğutma ve Sarım Süreci
 Devamını oku: Filament Üretiminde Kaliteyi Etkileyen Faktörler: Kurutma, Soğutma ve Sarım Süreci
Devamını oku: Filament Üretiminde Kaliteyi Etkileyen Faktörler: Kurutma, Soğutma ve Sarım Süreci3D yazıcılar için filamentin kalitesi, sadece kullanılan hammaddenin değil; üretim sürecindeki teknik kontrollerin doğruluğuyla da doğrudan ilgilidir. Granülün doğru kurutulmasından tutun da filamentin sarım gerginliğine kadar her aşama, nihai ürünün performansını etkiler. Bu yazıda filament üretimindeki kritik adımları ve bu adımların atlanması durumunda oluşabilecek kalite sorunlarını inceliyoruz. 1. Granülün Doğru Kurutulması Termoplastik granüller higroskopiktir; yani…
-
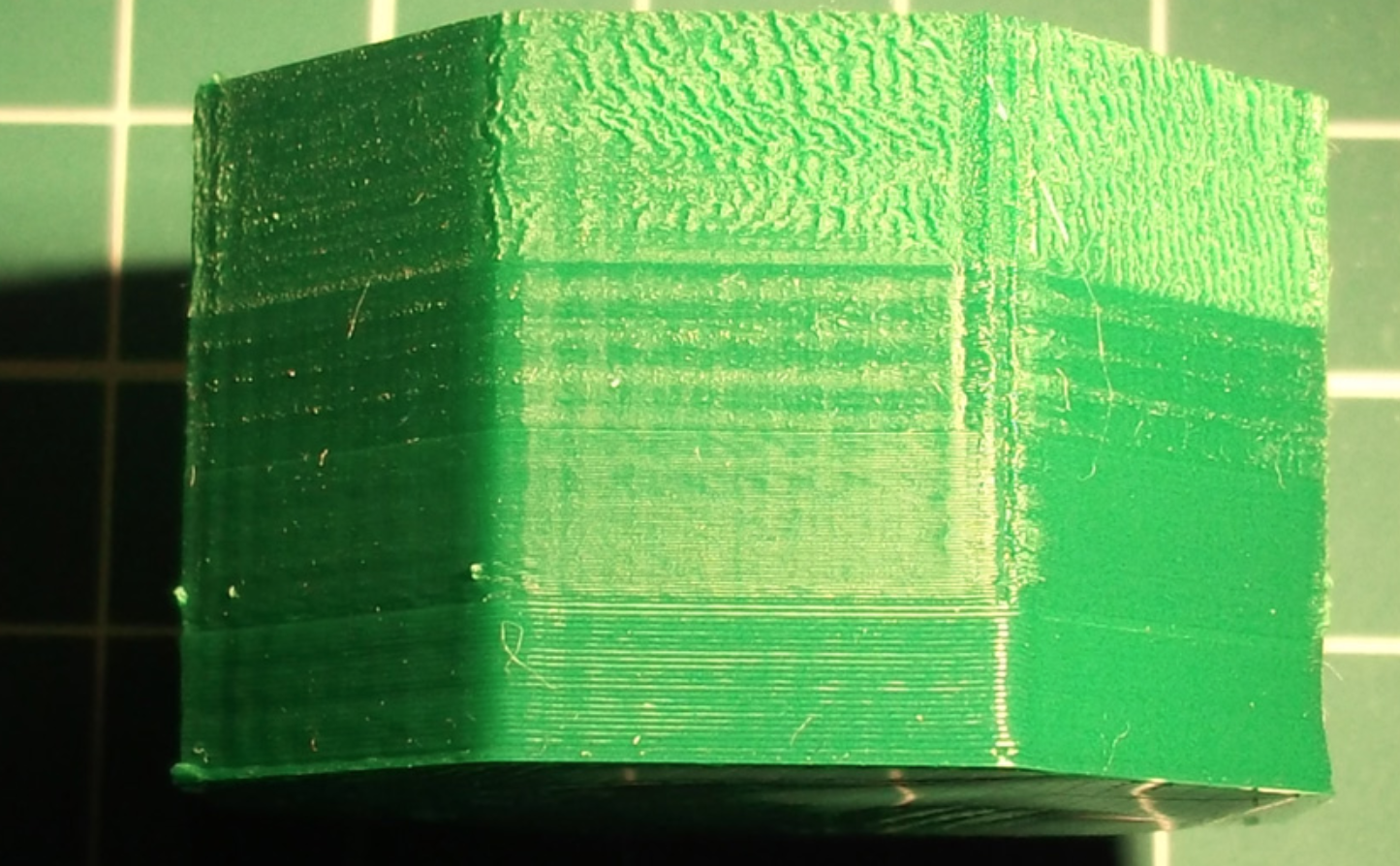
Hız ve Sıcaklık Ayarlarının Yanlış Yapılmasının Baskıya Etkisi
 Devamını oku: Hız ve Sıcaklık Ayarlarının Yanlış Yapılmasının Baskıya Etkisi
Devamını oku: Hız ve Sıcaklık Ayarlarının Yanlış Yapılmasının Baskıya Etkisi3D baskı sürecinde hız ve sıcaklık ayarları, baskı kalitesi ve başarısı üzerinde doğrudan etkilidir. Bu iki parametre birbirini dengeleyerek çalışır: çok hızlı ama yetersiz sıcaklıkta bir baskı, malzemenin yeterince akmamasına; çok sıcak ama yavaş bir baskı ise detay kaybına ve akıntıya yol açabilir. Bu makalede, bu ayarların yanlış yapılmasının etkilerini ve özellikle Bambu Lab yazıcı…
-
Slicer Ayarlarında Sık Yapılan Hatalar ve Baskıya Etkileri
 Devamını oku: Slicer Ayarlarında Sık Yapılan Hatalar ve Baskıya Etkileri
Devamını oku: Slicer Ayarlarında Sık Yapılan Hatalar ve Baskıya Etkileri3D baskı sürecinde dilimleme yazılımı (slicer), dijital modeli katmanlara çevirip yazıcının anlayacağı G-code çıktısını üretir. Bu aşamadaki ayarlar, baskı kalitesinin temelini oluşturur. Ancak pek çok kullanıcı, farkında olmadan hatalı slicer ayarlarıyla baskıya başlar ve kötü sonuçlar alır. Bu yazıda en yaygın slicer hatalarını ve baskı üzerindeki etkilerini inceliyoruz. 1. Yanlış Layer Height (Katman Yüksekliği) 2.…