Destek
-
Desteklerin Modelle Temas Ettiği Yüzeylerde Hasarı Azaltma Taktikleri
 Devamını oku: Desteklerin Modelle Temas Ettiği Yüzeylerde Hasarı Azaltma Taktikleri
Devamını oku: Desteklerin Modelle Temas Ettiği Yüzeylerde Hasarı Azaltma Taktikleri3D baskıda desteklerin model yüzeyine temas ettiği noktalar, çoğu zaman iz, pürüz veya mikroskobik hasar oluşumuna neden olabilir. Özellikle detaylı, pürüzsüz yüzeyli ya da ince modellerde bu hasarı en aza indirmek için hem baskı öncesi hem de sonrası bazı taktikler uygulanabilir. 1. Baskı Öncesi Taktikler a) Support Interface Layer Kullanımı b) XY ve Z Mesafesini…
-
Destek İzlerinin Model Üzerindeki Görsel Etkisi ve Azaltma Yolları
 Devamını oku: Destek İzlerinin Model Üzerindeki Görsel Etkisi ve Azaltma Yolları
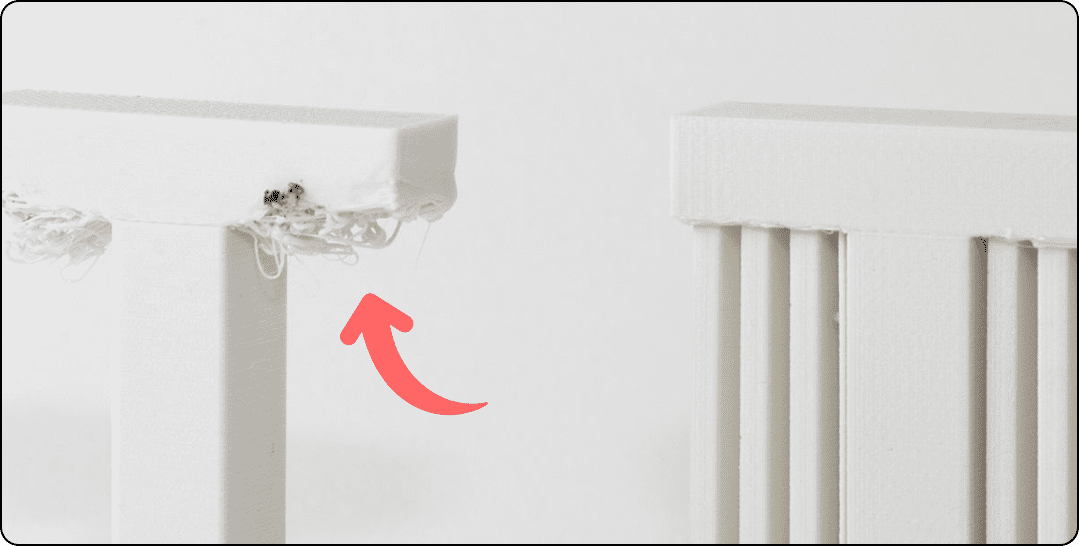
Devamını oku: Destek İzlerinin Model Üzerindeki Görsel Etkisi ve Azaltma YollarıDestek yapıları baskıdan çıkarıldıktan sonra model yüzeyinde iz, pürüz veya mat/parlak farklılıklar bırakabilir. Bu izler, özellikle görünür yüzeylerde veya hassas detaylarda baskının estetik değerini düşürebilir. Ancak doğru ayarlar ve bazı sonradan müdahalelerle bu izleri büyük oranda azaltmak mümkündür. 1. Destek İzlerinin Nedenleri 2. Azaltma Yolları ve Ayar Önerileri a) Support Interface Layer Kullanın b) XY…
-
Yapışmayan/Boşta Kalan Destekler: Sebepler ve Çözümler
 Devamını oku: Yapışmayan/Boşta Kalan Destekler: Sebepler ve Çözümler
Devamını oku: Yapışmayan/Boşta Kalan Destekler: Sebepler ve ÇözümlerBazı baskılarda, destek yapıları tabla yüzeyine veya modele düzgün şekilde yapışmayabilir ve “havada kalmış” destek sütunları veya eksik desteklenmiş bölgeler oluşabilir. Bu durum, hem modelin alt yüzey kalitesini düşürür hem de desteklerin kolayca kırılıp düşmesine neden olur. 1. Sebepler a) Yüksek veya Düşük Z-Offset b) Yanlış Tabla Sıcaklığı ve Yüzey Temizliği c) Çok İnce veya…
-
Support Blocking ve Support Enforcer Kullanımı (Sadece İstenilen Yerlere Destek Eklemek veya Engellemek)
 Devamını oku: Support Blocking ve Support Enforcer Kullanımı (Sadece İstenilen Yerlere Destek Eklemek veya Engellemek)
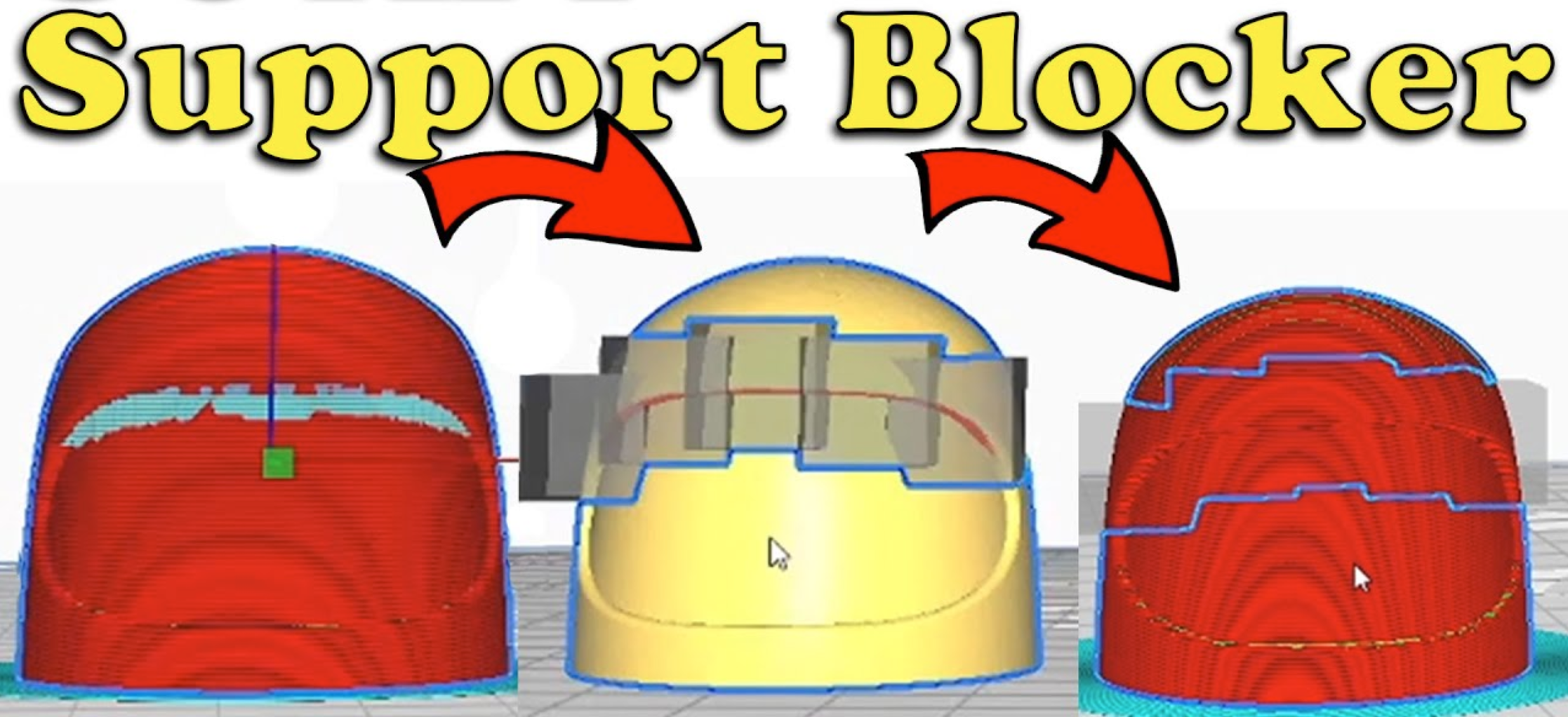
Devamını oku: Support Blocking ve Support Enforcer Kullanımı (Sadece İstenilen Yerlere Destek Eklemek veya Engellemek)Desteklerin modelin her bölgesine otomatik olarak uygulanması gerekmeyebilir. Bazı bölgelerde destek istenmezken, bazı hassas ya da zorlu bölgelerde ise ekstra destek gerekebilir. Bu durumda “Support Blocker” ve “Support Enforcer” araçları ile baskı sürecini tam kontrol altına alabilirsiniz. 1. Support Blocker Nedir? 2. Support Enforcer Nedir? 3. Bambu Studio ve OrcaSlicer’da Kullanımı Bambu Studio: OrcaSlicer/PrusaSlicer: 4.…
-
Desteklerin İlk Katmana Yapışma Sorunu ve Tabla Ayarlarıyla İlişkisi
 Devamını oku: Desteklerin İlk Katmana Yapışma Sorunu ve Tabla Ayarlarıyla İlişkisi
Devamını oku: Desteklerin İlk Katmana Yapışma Sorunu ve Tabla Ayarlarıyla İlişkisi3D baskıda destek yapıların ilk katmanda tablayla doğru şekilde yapışması çok önemlidir. Yeterli yapışma olmazsa destekler yerinden oynar, baskı başarısız olur. Ancak aşırı yapışma da desteklerin çıkarılmasını zorlaştırabilir. İşte doğru ilk katman yapışması için öneriler: 1. İlk Katman Yapışması Neden Önemlidir? 2. Sorunun Nedenleri a) Yüksek veya Düşük Z-Offset b) Tabla Temizliği ve Malzeme Seçimi…
-
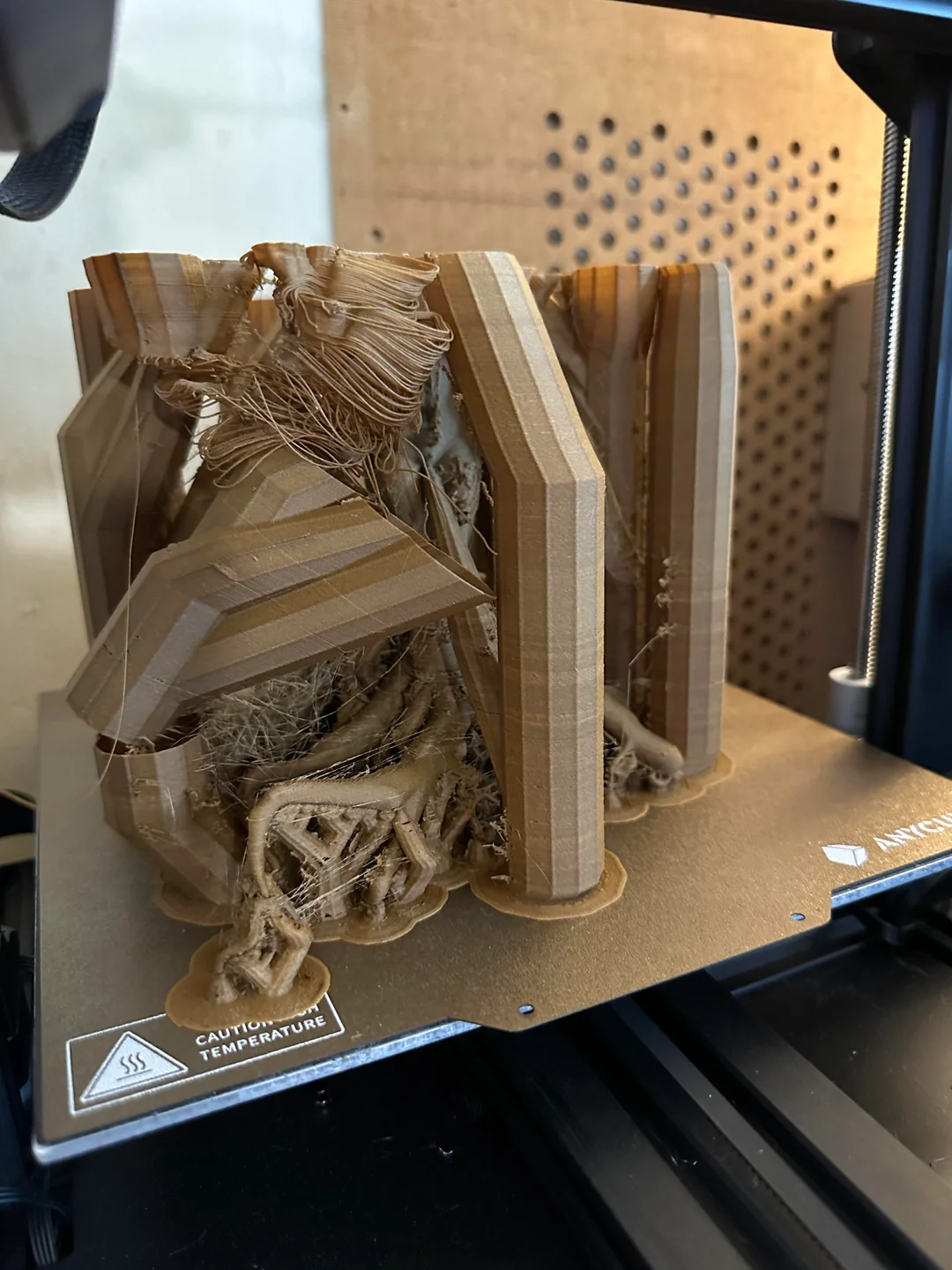
Support Collapse (Destek Çökmesi) Sorunu ve Nedenleri
 Devamını oku: Support Collapse (Destek Çökmesi) Sorunu ve Nedenleri
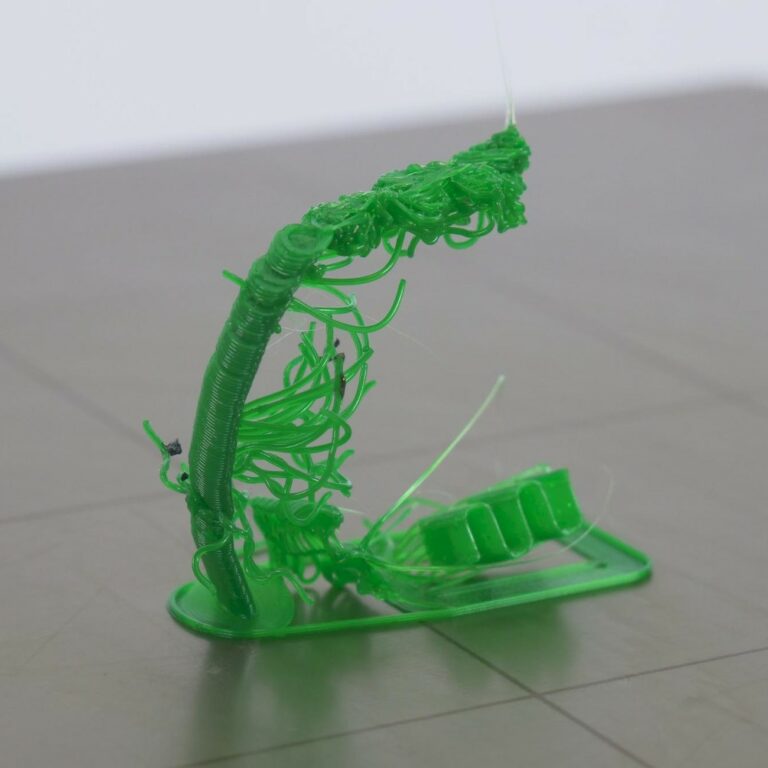
Devamını oku: Support Collapse (Destek Çökmesi) Sorunu ve NedenleriDestek çökmesi, 3D baskıda destek yapısının baskı sırasında deforme olması, sarkması veya tamamen fonksiyonunu kaybetmesi anlamına gelir. Özellikle uzun, ince veya zayıf desteklerde, baskı kalitesi ve başarı oranı açısından ciddi problemlere yol açabilir. 1. Destek Çökmesi Nedir? 2. Nedenleri a) Çok İnce veya Yüksek Destekler b) Destek Malzemesinin Aşırı Esnek veya Dayanıksız Olması c) Yetersiz…
-
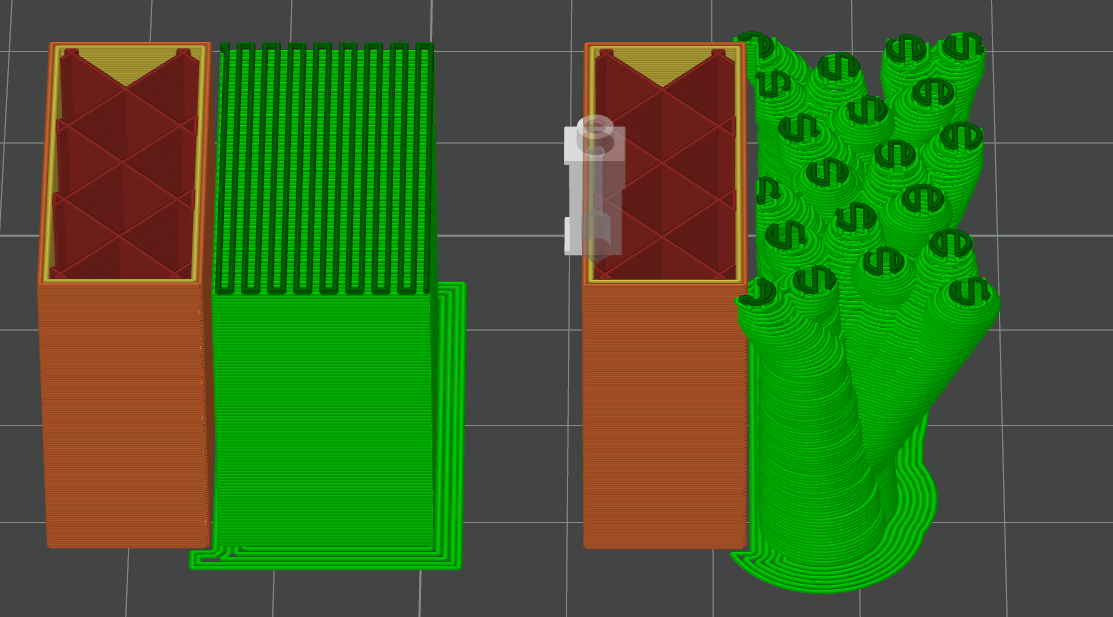
Destek Yapılarında AMS ile Farklı Filament Kullanımı ve Renkle Destek Ayırma
 Devamını oku: Destek Yapılarında AMS ile Farklı Filament Kullanımı ve Renkle Destek Ayırma
Devamını oku: Destek Yapılarında AMS ile Farklı Filament Kullanımı ve Renkle Destek AyırmaBambu Lab’ın AMS (Automatic Material System) modülü, çoklu filament yönetimiyle birlikte destek yapılarında hem farklı malzeme hem de farklı renk kullanımını mümkün kılar. Bu özellik, özellikle karmaşık modellerde desteklerin kolay ayrılması, baskı sonrası ayrımın kolay yapılması ve yüzey kalitesinin artırılması için büyük avantaj sağlar. 1. Farklı Filamentle Destek (Breakaway veya Dissolvable Support) 2. Renkle Destek…
-
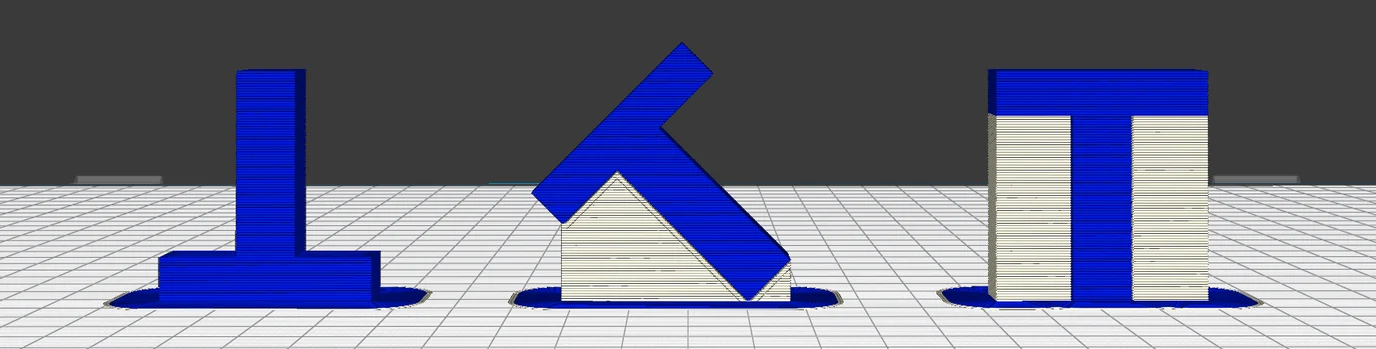
Model Yönlendirmesi ve Az Destekle Baskı Alma Stratejileri
 Devamını oku: Model Yönlendirmesi ve Az Destekle Baskı Alma Stratejileri
Devamını oku: Model Yönlendirmesi ve Az Destekle Baskı Alma Stratejileri3D baskıda, destek miktarını azaltmak hem zamandan hem de malzemeden tasarruf sağlar. Doğru model yerleşimi ve bazı stratejik ayarlarla, pek çok baskıyı minimum destekle ve çok daha iyi yüzey kalitesiyle almak mümkündür. 1. Modeli Akıllıca Döndürün ve Konumlandırın 2. Overhang ve Köprüleme Kapasitesini Kullanın 3. Parçayı Bölmek ve Sonradan Birleştirmek 4. Destek Bloklama (Support Blocker)…
-
Bambu Studio’da Support Interface ve Z Distance Kombinasyon Ayarları
 Devamını oku: Bambu Studio’da Support Interface ve Z Distance Kombinasyon Ayarları
Devamını oku: Bambu Studio’da Support Interface ve Z Distance Kombinasyon AyarlarıBambu Studio, desteklerin (support) modelden hem kolayca ayrılması hem de yüzey kalitesinin yüksek tutulabilmesi için gelişmiş ayar seçenekleri sunar. Support Interface Layer ve Z Distance ayarlarının doğru kombinasyonu, özellikle karmaşık ve detaylı modellerde baskı kalitesini ciddi şekilde artırır. 1. Support Interface Layer & Katman Sayısı 2. Top Z Distance ve Bottom Z Distance 3. Interface…
-
Desteklerin Kolay Ayrılması İçin Yapılması Gerekenler
 Devamını oku: Desteklerin Kolay Ayrılması İçin Yapılması Gerekenler
Devamını oku: Desteklerin Kolay Ayrılması İçin Yapılması Gerekenler3D baskı sonrası desteklerin temiz ve kolay bir şekilde modelden ayrılması, hem zaman kazandırır hem de model yüzeyini korur. Zor ayrılan destekler modelde iz bırakabilir veya modele zarar verebilir. İşte desteklerin kolay çıkarılmasını sağlayacak pratik yöntemler ve ayarlar: 1. Support Interface Layer Kullanın 2. Doğru Z Distance ve XY Distance Değerleri Seçin 3. Destek Tipi…