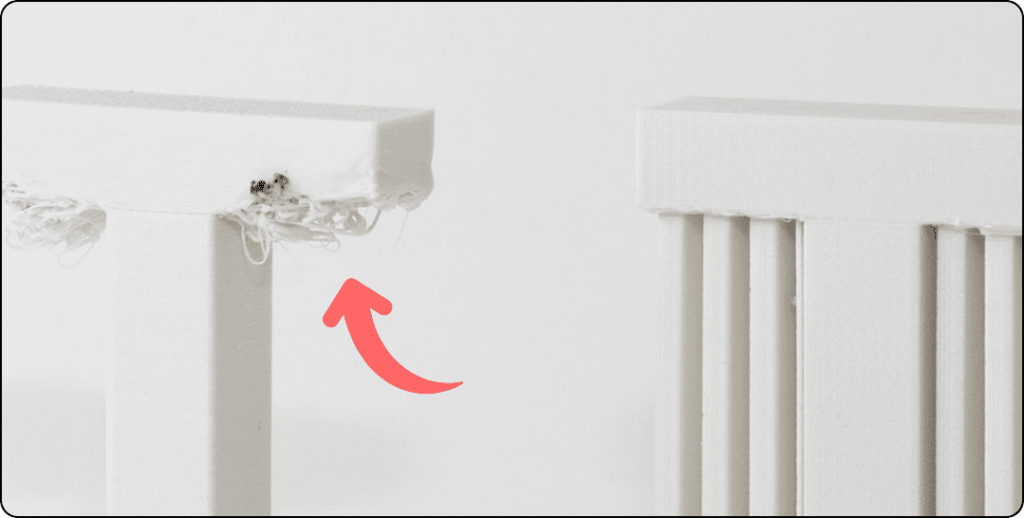
Bazı baskılarda, destek yapıları tabla yüzeyine veya modele düzgün şekilde yapışmayabilir ve “havada kalmış” destek sütunları veya eksik desteklenmiş bölgeler oluşabilir. Bu durum, hem modelin alt yüzey kalitesini düşürür hem de desteklerin kolayca kırılıp düşmesine neden olur.
1. Sebepler
a) Yüksek veya Düşük Z-Offset
- Z-offset çok yüksekse: İlk katman havada kalır, destek tabla yüzeyine yapışmaz.
- Z-offset çok düşükse: Filament ezilir ve akış bozulur, destek yeterince sağlam olmaz.
b) Yanlış Tabla Sıcaklığı ve Yüzey Temizliği
- Kirli veya yağlı tabla: İlk katman yapışmaz, destekler kayar.
- Tabla çok soğuksa filament tabla yüzeyine iyi tutunamaz.
c) Çok İnce veya Zayıf Destekler
- Destek duvar sayısı az veya destek yoğunluğu düşükse, destek kolayca ayrılır veya devrilir.
- Çok uzun ve ince destekler, baskının ilerleyen aşamalarında sarkar veya kırılır.
d) Hatalı Dilimleyici Ayarları
- “Support interface layer” olmaması veya yetersiz olması, desteklerin modele iyi tutunmamasına sebep olabilir.
- Support brim veya skirt ayarı kapalıysa, küçük destekler kolayca kayar.
2. Çözümler
- Z-offset’i hassas ayarlayın: İlk katman tabla üzerinde güzel yayılmalı, ne çok sıkı ne de çok havada olmalı.
- Tablayı sabunlu suyla düzenli temizleyin: Yağ ve kir, yapışmayı azaltır.
- Tabla sıcaklığını malzeme türüne uygun ayarlayın: PLA için 55–65°C, PETG için 70–80°C genellikle iyi sonuç verir.
- Destek yoğunluğunu ve duvar sayısını artırın: Minimum 2 duvar ve %20–25 yoğunluk iyi başlangıçtır.
- Support brim ekleyin: Küçük desteklerin etrafına ek halka (brim) ile yapışma artırılır.
- Desteklerin temas ettiği taban alanını artırın: “Support base contact width” veya benzeri ayarlar kullanılabilir.
- Support interface ve z distance değerlerini kontrol edin: İlk temas için arayüz katmanı eklemek daha sağlam destek sağlar.
3. Bambu Studio’da Pratik Ayarlar
- “First layer speed” ayarını düşük tutun (20–30 mm/s).
- Support sekmesinden “support brim” aktif edin.
- Ön izleme modunda, desteklerin ilk katmana düzgün temas ettiğini kontrol edin.
Sonuç
Yapışmayan veya havada kalan destekler, baskı başarısını doğrudan etkiler. Doğru tabla temizliği, hassas Z-offset, yeterli sıcaklık ve destek yoğunluğu ile bu sorunun önüne geçilebilir. Özellikle ilk katmanda ve destek tabanında alınan önlemler, baskının devamında büyük fark yaratır.