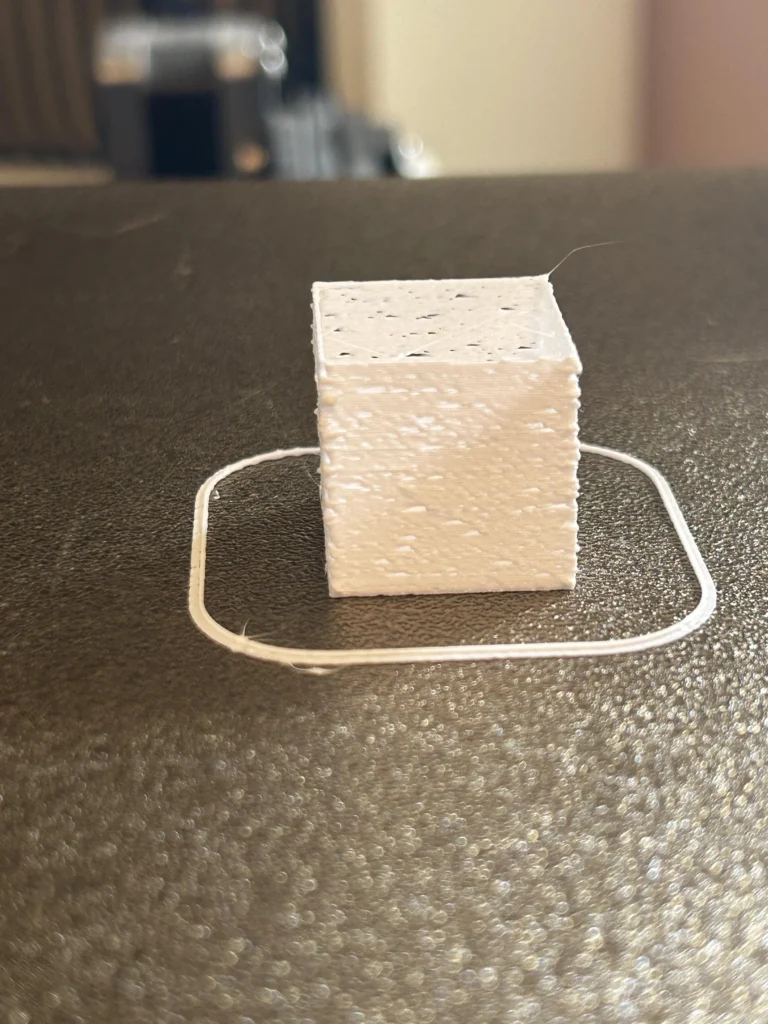
Filament akışında tutarsızlık, 3D baskı kalitesini ciddi şekilde etkileyebilen bir sorundur. Katmanların düzgün yerleşmemesi, yüzeyde boşluklar veya pütürler oluşması, ya da belirli alanlarda baskının zayıf görünmesi gibi belirtilerle kendini gösterir. Bu sorun hem mekanik hem de malzeme kaynaklı olabilir. Bu rehberde, filament akışındaki düzensizliklerin olası nedenlerini ve etkili çözüm yollarını ele alıyoruz.
Filament Akışında Tutarsızlığın Nedenleri
1. Nozzle Tıkanıklığı veya Parsiyel Tıkanma
Nozzle ucunda birikmiş kalıntılar filamentin serbest akışını engelleyebilir. Bu durum, zamanla biriken karbonlaşmış plastik veya yanmış filament kalıntılarından kaynaklanabilir.
2. Yanlış Sıcaklık Ayarı
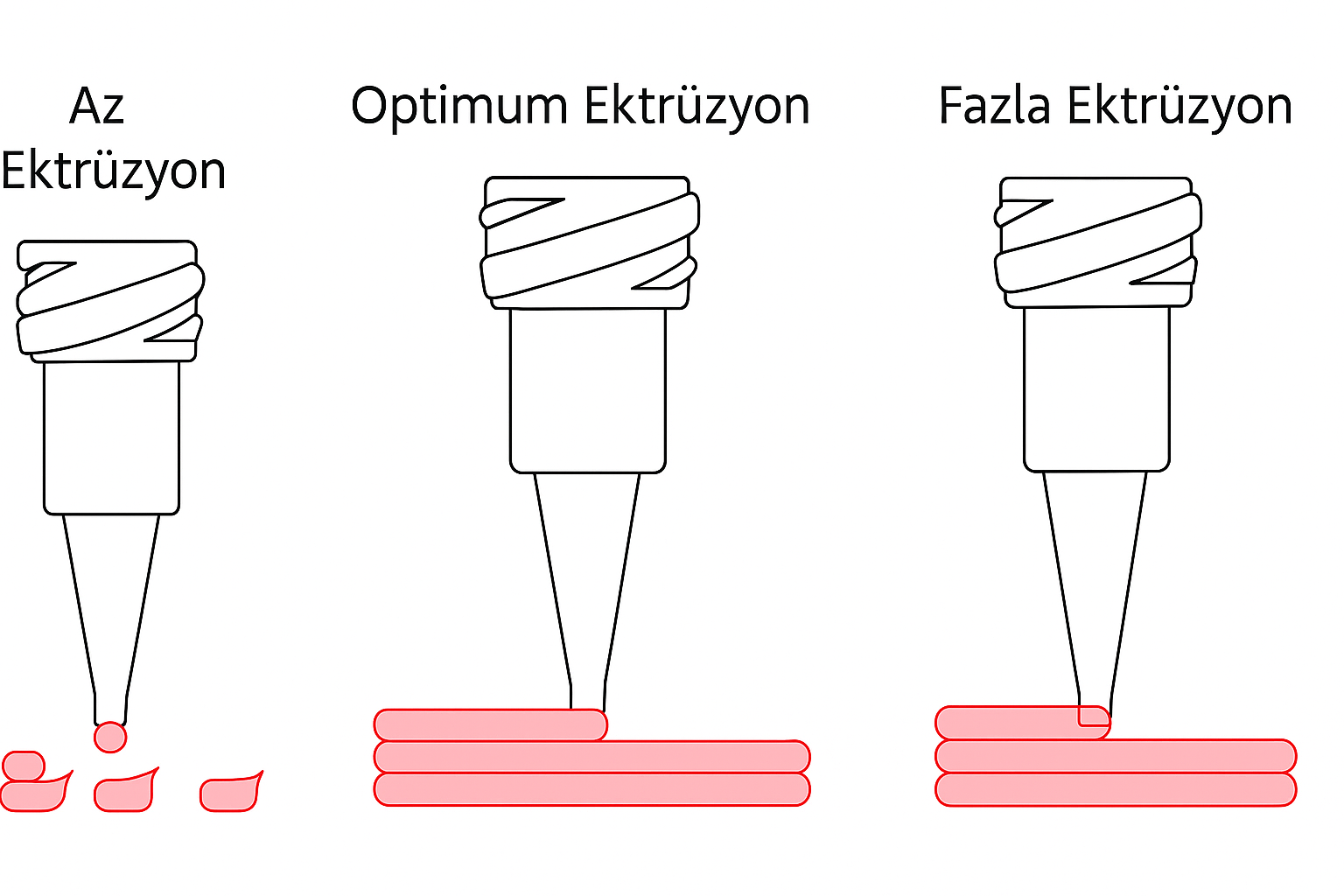
Filament türüne uygun olmayan nozzle sıcaklığı, filamentin yeterince akmasını önleyebilir. Çok düşük sıcaklık filamentin akmasını zorlaştırırken, aşırı sıcaklık filamentin akış kontrolünü kaybetmesine neden olabilir.

3. Yıpranmış veya Tutuş Gücü Düşük Ekstrüder Dişlisi
Filamenti yeterli kuvvetle ilerletemeyen dişliler, filamentin kaymasına veya kısmi ilerlemesine neden olabilir. Bu durumda, baskı aralıklı ve dengesiz hale gelir.
4. Nemli veya Kalitesiz Filament
Nemli filament içinde buharlaşan su mikro patlamalara ve akışta dengesizliğe yol açar. Kalitesiz filamentlerde ise çap dalgalanmaları ve malzeme saflığı problemleri akışı doğrudan etkiler.
5. Hotend Sıcaklık Stabilitesi
Hotend sıcaklığının baskı sırasında dalgalanması, filamentin bir an fazla bir an az erimesine yol açar. Bu da katmanlarda düzensizlik yaratır.
6. Geri Çekilme (Retraction) Ayarlarının Hatalı Olması
Yüksek retraction mesafesi veya hızları, nozzle içinde negatif basınca neden olabilir ve bu da akışta kesintilere yol açabilir.
Sorunların Çözüm Yolları
Nozzle Temizliği ve Gerekirse Değişimi
Parsiyel tıkanmalar için cold pull yöntemi uygulanabilir. Ağır kirlenmelerde nozzle değişimi gerekebilir.
Doğru Sıcaklık ve Filament Profili Kullanımı
Filament üreticisinin önerdiği sıcaklık değerlerinde baskı yapılmalı; slicer ayarlarında doğru filament profili seçilmelidir.
Ekstrüder Dişlisi ve Dişli Gerginliği Kontrolü
Ekstrüder dişlisinin temiz ve sağlam olduğundan emin olun. Yay gerginliği yeterli değilse filament kayabilir.
Filamentin Kurutulması ve Kalite Kontrolü
Filamenti baskı öncesi kurutmak, özellikle nemli ortamlarda saklanan makaralar için oldukça önemlidir. Güvenilir markaların ölçü toleransı düşük, stabil filamentleri tercih edilmelidir.
PID Ayarlarının Yapılması
Yazıcınız PID ayarlarını destekliyorsa, sıcaklık stabilitesini artırmak için yeniden PID ayarı yapılmalıdır.
Geri Çekilme Ayarlarının Optimize Edilmesi
Retraction mesafesi ve hızı filament türüne göre yeniden ayarlanmalı; özellikle esnek veya hassas filamentlerde düşük retraction değerleri tercih edilmelidir.
Sonuç ve İpuçları
Filament akışındaki tutarsızlıklar baskı kalitesini doğrudan etkiler ve göz ardı edilmemelidir. Nozzle temizliği, doğru sıcaklık ayarları, kaliteli filament kullanımı ve iyi kalibre edilmiş ekstrüder, sorunsuz ve tutarlı baskılar almanın temelidir. Düzenli bakım ve test baskılarıyla bu sorunların büyük çoğunluğu önlenebilir.