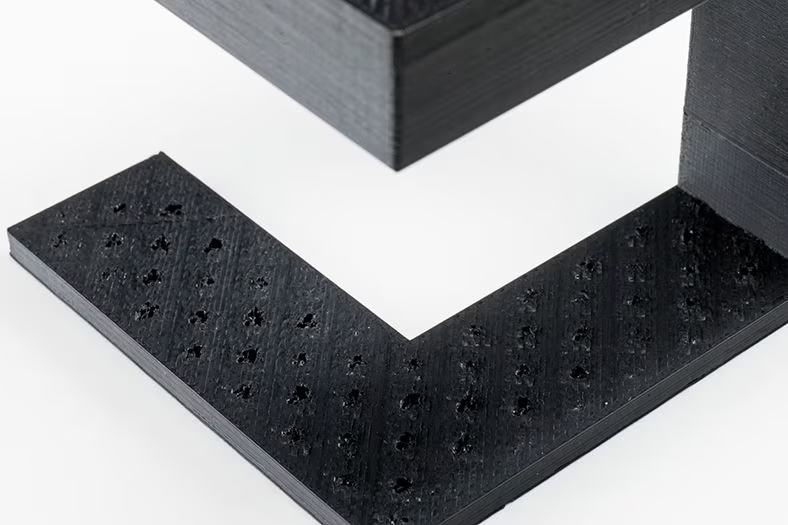
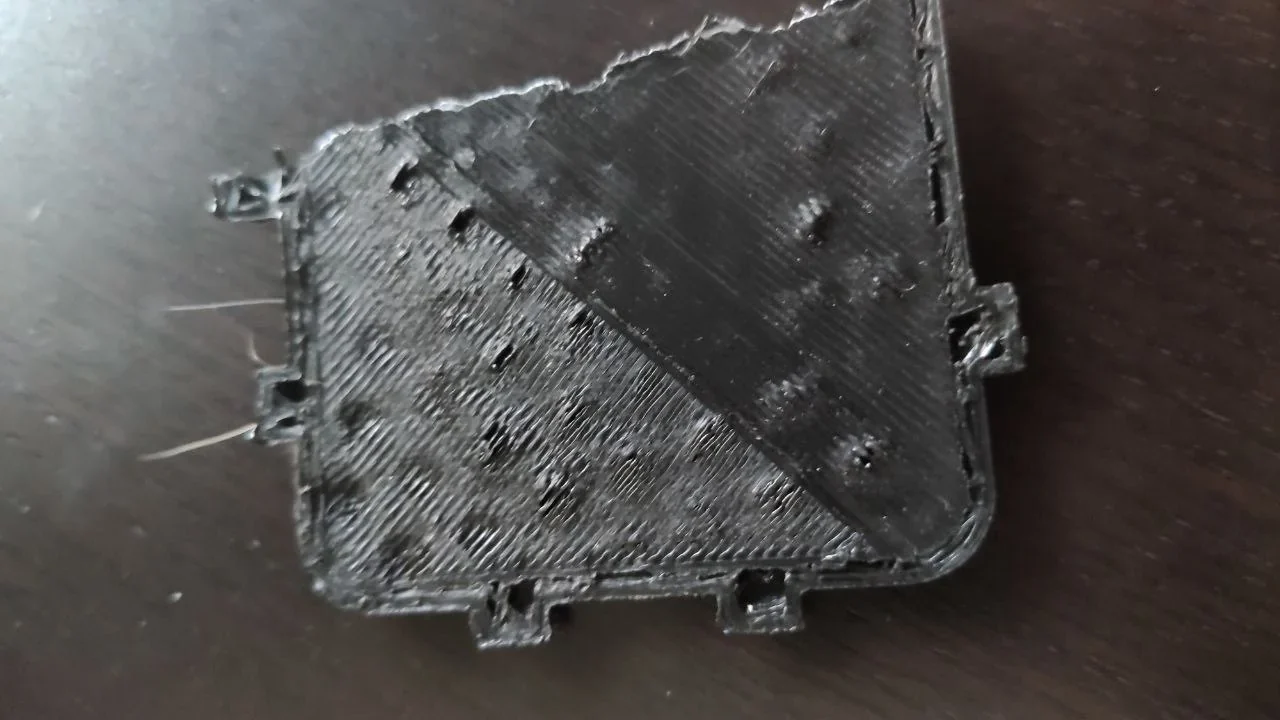
Pillowing Nedir?
“Pillowing”, 3D baskının üst yüzeyinde küçük çıkıntılar, pürüzler veya dalgalanmalar oluşmasına verilen isimdir. Bu sorun özellikle düşük dolgu yoğunluğu, yetersiz üst katman sayısı ve soğutma problemleri nedeniyle ortaya çıkar. Eğer baskılarınızın üst yüzeyinde düzensiz çıkıntılar fark ediyorsanız, aşağıda anlatılan çözüm yöntemlerini deneyerek bu sorunu giderebilirsiniz.
Pillowing Neden Oluşur?
- Yetersiz Üst Katman Sayısı
- Üst katmanlar, dolgu yapısının üzerine basılır. Eğer yeterince üst katman yoksa, filament dolgu deseninin arasına sarkabilir ve pürüzlü bir yüzey oluşur.
- Çözüm olarak üst katman sayısını artırabilirsiniz. İnce katman yüksekliğiyle baskı yapıyorsanız, daha fazla üst katmana ihtiyacınız olabilir.
- Düşük Dolgu Yoğunluğu
- Üst katmanlar, alttaki dolgu tarafından desteklenir. Eğer dolgu yoğunluğu düşükse, filamentin üst katmanları düzgün bir şekilde kaplaması zorlaşır.
- %15 veya daha düşük dolgu yoğunluğu kullanıyorsanız, bunu %20-30 seviyelerine çıkarmak sorunu azaltabilir.
- Yetersiz Soğutma
- Üst katmanlar düzgün bir şekilde soğutulmazsa, filament akışı stabil olmaz ve küçük çıkıntılar oluşabilir.
- Eğer fan hızınız düşükse veya baskı malzemeniz fazla sıcaksa, üst yüzeyin düzgün oluşması zorlaşır.


Pillowing Sorununun Çözümleri
- Üst Katman Sayısını Artırın
- Genel kural olarak, en az 6 üst katman kullanmanız önerilir.
- Katman yüksekliğiniz düşükse (örneğin 0.1 mm), daha fazla üst katman gerekebilir.
- Önerilen değerler:
- 0.1 mm katman yüksekliği → en az 8 üst katman
- 0.2 mm katman yüksekliği → en az 6 üst katman
- 0.3 mm katman yüksekliği → en az 5 üst katman
- Dolgu Yoğunluğunu Artırın
- Eğer dolgu yoğunluğu çok düşükse, üst katmanların düz bir yüzey oluşturması zorlaşır.
- %20 veya daha yüksek dolgu yoğunluğu önerilir.
- “Grid”, “Triangles” veya “Gyroid” gibi dolgu desenleri, üst katmanlara daha iyi destek sağlar.
- Baskı Soğutmasını Optimize Edin
- Soğutma fanınızın çalıştığını kontrol edin.
- PLA gibi malzemeler için fan hızını %100 seviyesine çıkarabilirsiniz.
- ABS ve PETG gibi malzemeler için çok yüksek fan hızı çatlamalara neden olabilir, bu yüzden %30-50 arasında bir değer deneyebilirsiniz.
- Baskı Sıcaklığını Düzenleyin
- Çok yüksek baskı sıcaklıkları, filamentin gereğinden fazla akmasına neden olabilir.
- Filament türüne uygun sıcaklıkta baskı yaptığınızdan emin olun:
- PLA: 190-220°C
- PETG: 220-250°C
- ABS: 230-260°C
- Baskı Hızını Ayarlayın
- Üst katmanlar için baskı hızını 30-40 mm/s seviyelerine düşürmek, daha pürüzsüz bir yüzey sağlayabilir.
- Çok hızlı baskı yapıldığında, filamentin düzgün yayılması zorlaşır.
- Daha Kaliteli Filament Kullanın
- Düşük kaliteli filamentler tutarsız çap toleransına sahip olabilir, bu da düzensiz ekstrüzyona ve üst yüzeyde pürüzlere yol açabilir.
- Kaliteli filamentler kullanarak bu sorunu en aza indirebilirsiniz.
Sonuç
Pillowing sorunu, baskının üst katmanlarının yeterince desteklenmemesi veya düzgün soğutulmaması nedeniyle oluşur. Bunu önlemek için:
✅ Üst katman sayısını artırın
✅ Dolgu yoğunluğunu yükseltin
✅ Soğutmayı optimize edin
✅ Baskı sıcaklığını ve hızını ayarlayın
✅ Kaliteli filament tercih edin
Bu ayarlamaları yaparak daha pürüzsüz, profesyonel görünümlü üst yüzeyler elde edebilirsiniz.